")





D-Mineralize (DM) Water Plant
Your premier partner in delivering top-notch pharmaceutical water treatment solutions in Bangladesh. Our expertise lies in providing comprehensive water treatment systems tailored to meet the stringent requirements of the pharmaceutical industry. Leveraging advanced technologies and best practices, we ensure that your water quality meets the highest standards for pharmaceutical applications.
Our Services
1. Design and Consultation:
Custom-designed water treatment systems to suit specific pharmaceutical needs.
Expert consultation to ensure compliance with industry regulations and standards.
2. Installation and Commissioning:
Professional installation services by experienced technicians.
Thorough commissioning processes to ensure optimal system performance from the start.
3. Validation and Qualification:
Rigorous validation procedures to guarantee system reliability and regulatory compliance.
Qualification protocols including Installation Qualification (IQ), Operational Qualification (OQ), and Performance Qualification (PQ).
4. Maintenance and Support:
Regular maintenance services to ensure continuous and efficient system operation.
Prompt technical support to address any issues and minimize downtime.
5. Upgradation and Retrofitting:
System upgrades to incorporate the latest technologies and improve performance.
Retrofitting services to extend the life of existing systems and enhance capabilities.
Technologies We Employ
1. Reverse Osmosis (RO):
Advanced RO systems to remove dissolved solids, bacteria, and pyrogens.
High-efficiency membranes ensuring consistent water quality.
Demineralized Water also known as Deionized Water, Water that has had its mineral ions removed. Mineral ions such as cations of sodium, calcium, iron, copper, etc and anions such as chloride, sulphate, nitrate, etc are common ions present in Water. Deionization is a physical process which uses specially-manufactured ion exchange resins which provides ion exchange site for the replacement of the mineral salts in Water with Water forming H+ and OH- ions. Because the majority of Water impurities are dissolved salts, deionization produces a high purity Water that is generally similar to distilled Water, and this process is quick and without scale buildup. De-mineralization technology is the proven process for treatment of Water. A DM Water System produces mineral free Water by operating on the principles of ion exchange, Degasification, and polishing. Demineralized Water System finds wide application in the field of steam, power, process, and cooling.
How Our Pharmaceutical Water Plant Works –
A pharmaceutical water plant is designed to produce high-purity water necessary for various applications in the pharmaceutical industry. These applications include drug formulation, equipment cleaning, and laboratory testing, where water purity is critical to ensure product quality and patient safety. Below is a detailed explanation of the processes and technologies involved in a pharmaceutical water plant.
1. Raw Water Source:
The process begins with sourcing raw water, which can come from municipal supplies, wells, or surface water bodies. This water contains various impurities such as dissolved solids, organic matter, bacteria, and other contaminants that must be removed.
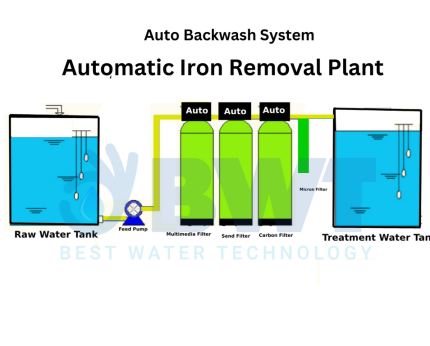
2. Pre-Treatment:
Pre-treatment is essential to prepare the raw water for further purification processes. This step includes several stages:
Screening and Filtration: Removes large particles and debris using screens or multimedia filters. Fine Filtration utilizes sand filters or cartridge filters to remove smaller particles and suspended solids.
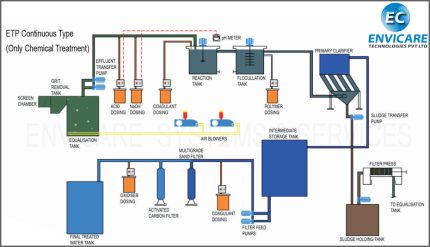
Chemical Dosing: Coagulation and Flocculation chemicals such as alum or ferric chloride are added to agglomerate fine particles into larger flocs, which are easier to filter out. Chlorination is added to disinfect the water by killing bacteria and other pathogens.
Softening: Ion exchange resins are used to remove hardness-causing minerals (calcium and magnesium) to prevent scaling in downstream equipment.
3. Reverse Osmosis (RO):
RO is a key technology in pharmaceutical water purification. The process involves raw water being forced through semi-permeable membranes under high pressure. The membranes allow water molecules to pass through while rejecting dissolved salts, organic molecules, and microorganisms.
4. Cation Anion System :
Demineralized Water also known as Deionized Water, Water that has had its mineral ions removed. Mineral ions such as cations of sodium, calcium, iron, copper, etc and anions such as chloride, sulphate, nitrate, etc are common ions present in Water. Deionization is a physical process which uses specially-manufactured ion exchange resins which provides ion exchange site for the replacement of the mineral salts in Water with Water forming H+ and OH- ions. Because the majority of Water impurities are dissolved salts, deionization produces a high purity Water that is generally similar to distilled Water, and this process is quick and without scale buildup. De-mineralization technology is the proven process for treatment of Water. A DM Water System produces mineral free Water by operating on the principles of ion exchange, Degasification, and polishing. Demineralized Water System finds wide application in the field of steam, power, process, and cooling.
8. Storage and Distribution:
Once purified, the water is stored and distributed for use in the pharmaceutical facility. Storage tanks are constructed of stainless steel or other inert materials to prevent contamination and equipped with UV lights and ozone systems to maintain water quality. The distribution system is designed as a loop system to ensure continuous circulation and prevent stagnation, incorporating sanitary piping and valves to maintain high-purity standards.
9. Quality Control and Monitoring:
Continuous monitoring and quality control are vital to ensure water purity. Instrumentation includes online sensors and analyzers to monitor key parameters such as conductivity, TOC (Total Organic Carbon), microbial counts, and endotoxins. Regular sampling and laboratory testing are conducted to verify compliance with pharmacopeia standards (USP, EP, JP). Comprehensive validation protocols are followed to qualify the system, with detailed documentation ensuring traceability and regulatory compliance.
Why Choose Best Water BD?
Experience: Over a decade of experience in the water treatment industry.
Quality: Commitment to providing the highest quality systems and services.
Compliance: Adherence to local and international standards and regulations.
Innovation: Continuous adoption of the latest technologies and best practices.
Support: Dedicated customer support to ensure your satisfaction and system reliability.
For more information on our pharmaceutical water treatment solutions, visit our website or contact us directly to discuss your specific requirements. At Best Water BD, we are dedicated to delivering excellence in every drop.








Reviews
There are no reviews yet.